Strukturální účel a výhody výkonu
Hliníkový kryt motoru čerpadla slouží jako ochranný kryt integrující stator elektromotoru, ložiska a chladicí systémy při zachování přesného vyrovnání s částí hydraulického čerpadla. Správně navržená hliníková pouzdra snižují celkovou hmotnost čerpadla o 60-70 % ve srovnání s ekvivalenty z litiny a zároveň poskytuje odpovídající elektromagnetické stínění a odolnost proti korozi pro průmyslové aplikace manipulace s kapalinami. Tepelná vodivost materiálu 96 W/mK umožňuje efektivní odvod tepla z vinutí motoru, což ve většině konfigurací umožňuje nepřetržitý provoz při okolní teplotě až 80 stupňů Celsia bez vnějšího chlazení. Díky těmto vlastnostem je hliník dominantním materiálem pro motory čerpadel od obytných jednotek s malým výkonem až po průmyslové systémy 500 HP.
Globální hliníková skříň motoru čerpadla trh přesahuje 2,8 miliardy USD ročně, tažený investicemi do infrastruktury vodního hospodářství a rozšiřováním systému HVAC. Moderní konstrukce pouzdra stále více integrují výpočetní optimalizaci dynamiky tekutin pro proudění chladicího vzduchu a modulární architektury, které umožňují více konfigurací čerpadel z běžných odlévacích platforem.

Výběr slitiny a vlastnosti materiálu
Výběr hliníkové slitiny pro tělesa motoru čerpadla vyvažuje požadavky na slévatelnost, mechanickou pevnost, odolnost proti korozi a tepelný výkon.
Slitiny pro tlakové lití A380 a A383
Hliníková slitina A380 dominuje aplikacím vysokotlakého lití, obsahující 7,5-9,5% křemíku a 3,0-4,0% mědi pro dosažení vynikající tekutosti a minimální poréznosti smršťování. Pevnost v tahu 320 MPa a mez kluzu 160 MPa poskytují adekvátní strukturální integritu pro montážní patky motoru a přírubové spoje čerpadla vystavené hydraulickým tlakovým silám. Přirozená odolnost slitiny proti korozi, zlepšená chemickým konverzním nátěrem nebo eloxováním, odolává působení vody a mírnému chemickému prostředí bez ochranného nátěru.
A383 nabízí upravené složení s 9,5-11,5% křemíku a 2,0-3,0% mědi , zlepšení charakteristik plnění matrice pro tenkostěnné části pouzdra (2,5-3,5 milimetrů) a složité vnitřní chladicí kanály. Tato slitina snižuje tendenci k praskání za tepla ve složitých geometriích při zachování 90 % mechanických vlastností A380, což ji činí preferovanou pro velkoobjemovou výrobu kompaktních motorových jednotek čerpadel.
Aplikace tvářených slitin a obráběná pouzdra
Velká pouzdra motoru čerpadla o průměru větším než 400 milimetrů nebo vyžadující použití extrémních tlaků hliník 6061-T6 obráběné z výlisků nebo výkovků. Slitina hořčíku a silicidu precipitačně zpevněná dosahuje meze kluzu 276 MPa a vynikající odolnosti proti únavě pro prostředí s cyklickým zatížením. Obrobená pouzdra obsahují integrální chladicí pláště se složitými vnitřními geometriemi, které nelze spolehlivě odlévat, i když za 3-4krát vyšší výrobní náklady než ekvivalenty tlakového lití.
| Třída slitiny | Proces | Pevnost v tahu | Odolnost proti korozi | Typická aplikace |
|---|---|---|---|---|
| A380 | Odlévání pod tlakem | 320 MPa | Dobře | Univerzální čerpadla |
| A383 | Odlévání pod tlakem | 310 MPa | Dobře | Komplexní tenkostěnné konstrukce |
| A360 | Odlévání pod tlakem | 300 MPa | Výborně | Mořské a korozivní prostředí |
| 6061-T6 | Obrábění | 310 MPa | Výborně | Vysokotlaká velká čerpadla |
Výrobní procesy tlakového lití
Vysokotlakým tlakovým litím se vyrábí většina hliníkových skříní motorů čerpadel s rozměrovou přesností a povrchovou úpravou minimalizující požadavky na sekundární obrábění.
Parametry tlakového lití se studenou komorou
Stroje se studenou komorou s blokovacími silami o 800-2500 metrických tun přizpůsobit velikosti pouzdra od 0,5 do 50 kilogramů hmotnosti střely. Roztavený hliník při 680-720 stupních Celsia se přenáší do studené komory (horizontální vstřikovací pouzdro) a vstřikuje se do kalených ocelových matric pod tlakem 30-100 MPa během 20-100 milisekund. Rychlé tuhnutí (50-200 stupňů Celsia za sekundu) vytváří jemnozrnné struktury s minimální pórovitostí, rozměrové tolerance v litém stavu plus nebo mínus 0,1 milimetru pro kritické montážní povrchy motoru.
Regulace teploty matrice na 200-280 stupňů Celsia prostřednictvím olejových cirkulačních kanálů zabraňuje praskání tepelnou únavou a zároveň podporuje směrové tuhnutí. Vakuové lití pod tlakem snižuje pórovitost zachyceného vzduchu o 60-80 %, což umožňuje tlakově těsné odlitky pro tělesa čerpadel vystavených hydraulickému tlaku 10 barů bez impregnačního těsnění.
Ořezávání a sekundární operace
Odlévaná pouzdra procházejí automatickým ořezáváním, aby se odstranily vtoky, žlaby a záblesky, s následným otryskáním nebo vibrační úpravou. Ra 3,2-6,3 mikrometrů povrchové úpravy vhodné pro nátěry nebo nátěry. Mezi kritické operace obrábění patří dokončování vrtání ložiska (tolerance H7), čelní frézování montáže motoru (rovinnost 0,05 milimetru) a instalace závitových vložek pro připojovací body čerpadla. CNC obráběcí centra dosahují přesnosti polohování 0,01 milimetru pro tyto přesné funkce.
Integrace tepelného managementu a chladicího systému
Konstrukce hliníkového krytu motoru čerpadla stále více zdůrazňuje schopnosti odvádění tepla, protože se zvyšuje hustota výkonu motoru a zpřísňují se normy účinnosti.
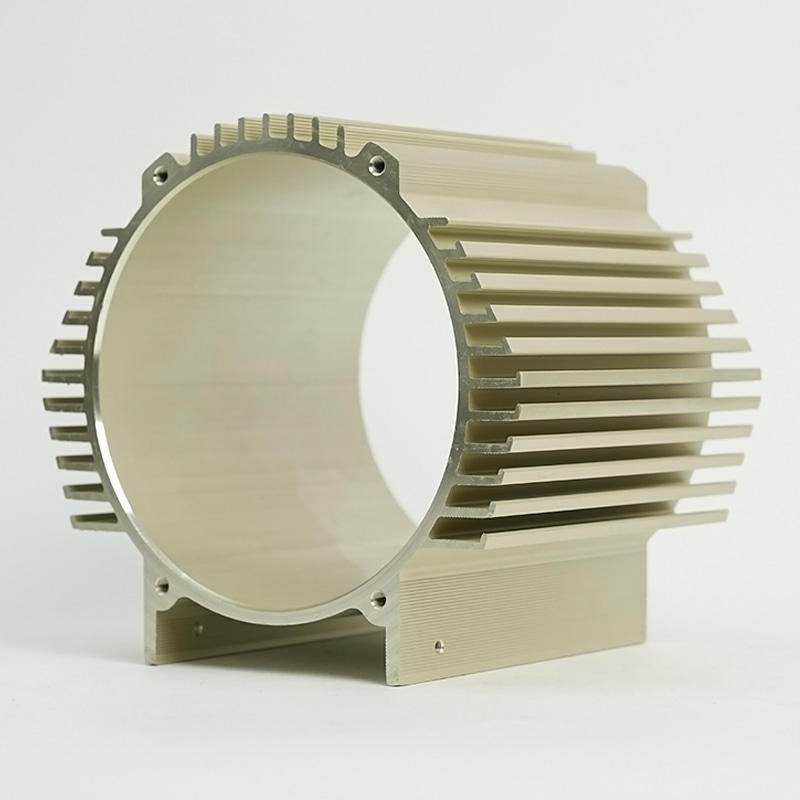
Design vnějšího žebra a optimalizace proudění vzduchu
Přirozené konvekční chlazení zahrnuje hliníková žebra o tloušťce 2-4 milimetry s roztečí 8-15 milimetrů přesahující povrchovou plochu o 300-500 % přes hladká válcová pouzdra. Výška žebra 20-40 milimetrů vyvažuje zlepšení přenosu tepla s cenou materiálu a složitostí odlévání. Výpočetní simulace dynamiky tekutin optimalizuje orientaci lamel pro horizontální i vertikální montážní konfigurace motoru, s profily ve tvaru T nebo vlnitými profily zvyšujícími turbulence a koeficienty přenosu tepla na 15-25 W/m²K.
Dosahuje se nuceného chlazení vzduchem prostřednictvím integrovaných krytů ventilátoru rychlost odvodu tepla 200-400 wattů pro motory čerpadel s nepřetržitým provozem, s hliníkovými lopatkami ventilátoru odlitými integrálně se skříní nebo připevněnými pomocí lisovaných hliníkových nábojů. Nízká hustota materiálu (2,7 g/cm³) minimalizuje rotační setrvačnost a spotřebu energie motoru ventilátoru ve srovnání s ocelovými alternativami.
Architektura kapalného chladicího pláště
Využívají se vysoce výkonné motory čerpadel integrální vodní bundy zalité do hliníkového pouzdra, cirkulující chladicí kapalina spirálovými nebo axiálními průchody obklopujícími stator. Konstrukce pláště udržuje tloušťku stěny 3-5 milimetrů mezi chladicími kanály a vývrtem statoru, aby byla zajištěna dostatečná tepelná vodivost při zachování strukturální tuhosti. Tlaková zkouška na 1,5násobek provozního tlaku ověřuje integritu pláště před montáží motoru.
Ochrana proti korozi a povrchová úprava
Zatímco hliník vykazuje přirozenou pasivaci, skříně motorů čerpadel v agresivních prostředích vyžadují zvýšenou ochranu prostřednictvím chemických úprav a povrchových úprav.
Konverzní nátěry a eloxování
Chromátové konverzní nátěry (Alodine) poskytují Ochranné fólie 0,5-4 mikrometrů zvýšení odolnosti proti korozi a přilnavosti nátěru, i když formulace šestimocného chrómu čelí regulačním omezením. Alternativy trojmocného chrómu a titanu a zirkonu dosahují 80 % tradičního výkonu s ohledem na životní prostředí. Eloxování (kyselina sírová typu II) vytváří 5-25 mikrometrové vrstvy oxidu hlinitého s tvrdostí 200-300 HV, které nabízejí odolnost proti oděru pro námořní a průmyslové aplikace čerpadel.
Systémy práškového lakování a mokrého lakování
Polyesterový práškový lak na Tloušťka 60-80 mikrometrů poskytuje odolné kosmetické a ochranné úpravy ve standardních barvách motoru (černá, šedá, modrá). Elektrostatická aplikace a vytvrzování při 180-200 stupních Celsia vytváří zesíťované filmy s tužkovou tvrdostí 2H a odolností proti solné mlze přesahující 500 hodin. Mokré epoxidové nebo polyuretanové systémy slouží specializovaným aplikacím vyžadujícím chemickou odolnost vůči kyselinám, zásadám nebo rozpouštědlům, se kterými se setkáváme při procesním čerpání.
Hliníkové pouzdro motoru čerpadla představuje vyspělou, ale stále se vyvíjející kategorii produktů, kde se materiálové vědy, přesná výroba a tepelné inženýrství sbíhají, aby umožnily efektivní manipulaci s kapalinami v průmyslových, komerčních a rezidenčních aplikacích. Nepřetržitý vývoj slitin a zdokonalování procesu odlévání rozšiřují dominanci hliníku v konstrukci motoru čerpadla proti konkurenčním materiálům.