
Proč hliník dominuje designu krytu motoru
The hliníkový kryt elektromotoru se stal výchozí volbou pro průmyslové, komerční a automobilové aplikace motorů – a to z dobrého důvodu. Hliníkové slitiny nabízejí kombinaci vlastností, které žádný konkurenční materiál nemůže plně napodobit: nízkou hustotu, vysokou tepelnou vodivost, odolnost proti korozi a vynikající obrobitelnost, to vše za cenu, která se efektivně přizpůsobuje objemu výroby.
Jádrem výhody hliníku je tepelný management. Elektromotor během provozu nepřetržitě generuje teplo a kryt musí toto teplo odvádět dostatečně rychle, aby chránil vinutí, ložiska a izolaci před předčasnou degradací. Tepelná vodivost hliníku přibližně 150 – 200 W/m·K — zhruba čtyřikrát až pětkrát vyšší než u litiny — umožňuje konstruktérům motorů udržovat provozní teploty v bezpečných mezích bez předimenzování skříně nebo přidání externích chladicích systémů.
Další faktory, které vedly k přechodu na hliníkové skříně motoru:
- Redukce hmotnosti: Hliník má přibližně jednu třetinu hustoty litiny. U mobilních plošin – vysokozdvižných vozíků, elektrických vozidel, průmyslových robotů – každý kilogram ušetřený z krytu motoru přímo prodlužuje dojezd baterie nebo zlepšuje dynamický výkon.
- Odolnost proti korozi: Hliník přirozeně tvoří ochrannou vrstvu oxidu, díky čemuž je vhodný pro vlhké, mokré nebo chemicky aktivní prostředí bez dalších ochranných povlaků v mnoha aplikacích.
- EMI stínění: Hliníkové kryty účinně tlumí elektromagnetické rušení, chrání citlivou řídicí elektroniku motoru před vnějším šumem a zabraňují vyzařování vlastních spínacích frekvencí motoru směrem ven.
- Recyklovatelnost: Hliník je 100 % recyklovatelný s pouze asi 5 % energie potřebné pro primární výrobu, což podporuje cíle oběhového hospodářství, které jsou na evropských a asijských motorových trzích stále více vyžadovány.
Hliníková skříň elektromotoru: Slitiny a výrobní metody
Ne všechny hliníkové skříně motoru jsou vyrobeny stejným způsobem. Výrobní proces určuje dosažitelné tolerance, povrchovou úpravu, tloušťku stěny a v konečném důsledku tepelné a strukturální vlastnosti hotového dílu. Ve výrobě dominují tři způsoby.
Odlévání pod tlakem
Vysokotlaké lití pod tlakem (HPDC) je nejběžnějším procesem pro střední až velkoobjemové skříně motorů v rozsahu 0,5 – 30 kW. Roztavený hliník – typicky Slitina A380 nebo ADC12 — se vstřikuje do ocelové matrice při tlacích 700 – 1 400 bar, čímž se vytvoří součást téměř čistého tvaru v dobách cyklu 30 – 90 sekund. Tlakové lití umožňuje komplexní geometrie včetně integrovaných montážních nálitků, sestav chladicích žeber a vstupních bodů vedení v jediné operaci. Rozměrové tolerance ±0,1 – 0,3 mm jsou standardní, dostatečné pro většinu vrtání motoru a uložení s koncovým zvonem.
Vytlačování
Vytlačování produces a continuous aluminum profile that is then cut to length and finish-machined into the motor casing. This process is particularly well-suited to tubular motor housings with a constant cross-section — the standard architecture for many servo motors, linear motors, and the extrudovaná skříň motoru vysokozdvižného vozíku pojednáno v další části. Mezi běžné slitiny pro extrudované skříně motorů patří 6061-T6 a 6063-T5 , vybrané pro jejich rovnováhu mezi pevností, vytlačovatelností a obrobitelností. Lze dosáhnout tloušťky stěny pouhých 1,5 mm, což minimalizuje hmotnost bez obětování tuhosti konstrukce.
Lití do písku a gravitační lití
Pro velké rámy motorů – obvykle velikosti rámu nad 55 kW – a pro maloobjemové zakázkové zakázky nabízí lití do písku nebo gravitační lití (trvalé formy) nižší náklady na nástroje než HPDC. Slitiny jako např A356-T6 jsou standardní, poskytují po tepelném zpracování pevnost v tahu 220 – 280 MPa. Povrchová úprava a rozměrová konzistence jsou nižší než u metod zápustek nebo vytlačování, takže při návrhu odlitku je zohledněn další obráběcí materiál.
| proces | Běžná slitina | Typická tolerance | Nejlepší pro |
|---|---|---|---|
| Vysokotlaké lití pod tlakem | A380, ADC12 | ±0,1 – 0,3 mm | Velkoobjemová, složitá geometrie, 0,5 – 30 kW |
| Vytlačování CNC Machining | 6061-T6, 6063-T5 | ±0,05 – 0,15 mm | Trubková pouzdra, servomotory a vysokozdvižné motory |
| Pískové / gravitační lití | A356-T6 | ±0,5 – 1,5 mm | Velké rámy (>55 kW), maloobjemové zakázkové |
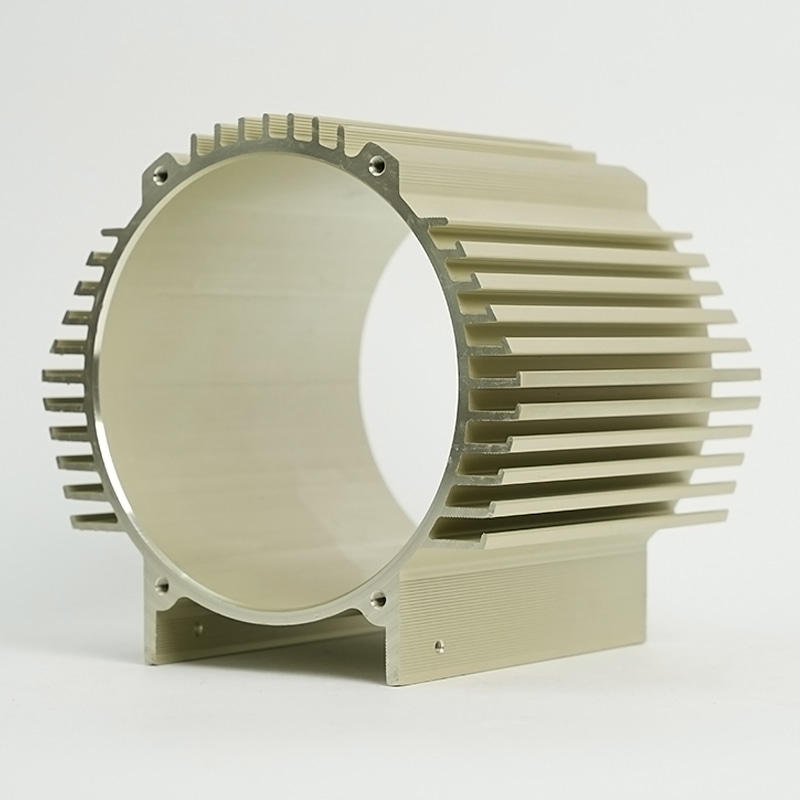
Extrudovaná skříň motoru vysokozdvižného vozíku: Konstrukční priority a požadavky
The extrudovaná skříň motoru vysokozdvižného vozíku pracuje v jednom z nejnáročnějších prostředí, s jakým se kryt motoru setkává: neustálé vibrace z podlah skladů, vystavení výparům kyseliny z baterie, mlze hydraulického oleje, tepelným cyklům mezi vnitřním a venkovním prostředím a mechanickým rázům při nárazech zátěže. Splnění těchto podmínek při zachování co nejkompaktnějšího a nejlehčího hnacího ústrojí činí konstrukční požadavky neobvykle přísnými.
Strukturální integrita při vibracích a otřesech
Trakční a hydraulické motory vysokozdvižného vozíku jsou obvykle namontovány přímo na podvozek nebo hydraulický blok bez izolace vibrací. Pouzdro proto musí odolávat únavovému praskání v montážních výstupcích a sedlech ložisek při nepřetržitém cyklickém zatížení. hliník 6061-T6 je upřednostňovanou volbou pro extrudované skříně vysokozdvižných vozíků, protože jeho pevnost v tahu 310 MPa a mez kluzu 276 MPa poskytují dostatečnou rezervu vůči rázovým zatížením generovaným během nabírání palet a pojezdu přes dokovací desky. Geometrie montážní příruby je obvykle zesílena o 20 – 30 % nad minimální konstrukční požadavek, aby se přizpůsobila předpětí šroubu a zabránila korozi třením na rozhraní.
Těsnění a IP hodnocení
Většina skříní motorů vysokozdvižných vozíků cílí Krytí IP54 nebo IP65 — úplné vyloučení prachu a ochrana proti tryskající vodě z operací mytí skladu. Dosažení tohoto pomocí pouzdra z extrudovaného hliníku vyžaduje přesně opracované dosedací plochy koncových zvonů (povrchová úprava Ra ≤ 1,6 µm), souvislé drážky pro O-kroužky a upevňovací prvky z nerezové oceli, aby se zabránilo galvanické korozi na rozhraní ocel-hliník. Vstupní body vedení používají kompresní ucpávkové fitinky spíše než jednoduché vylamovací otvory.
Tepelný management v omezeném prostoru
Motory vysokozdvižných vozíků často pracují při vysokých pracovních cyklech – opakovaně zrychlují a zpomalují mnohatunové zatížení – což ve fyzicky kompaktním balení vytváří značné teplo. Extrudovaná pouzdra pro tuto aplikaci často obsahují podélné vnější ploutve vytvořený přímo ve vytlačovací hubici, zvětšující plochu povrchu pro konvekční chlazení o 60 – 120 % ve srovnání s válcem s rovnými stěnami ekvivalentních rozměrů. Některé konstrukce přidávají vnitřní spirálové drážky nebo axiální kanály, které umožňují nucené chlazení kapalinou, když to aplikace vyžaduje.
Hliníkový kryt motoru čerpadla: Odolnost proti korozi a kompatibilita s kapalinami
The hliníková skříň motoru čerpadla sdílí mnoho konstrukčních principů s obecnými kryty elektromotorů, ale čelí jedinečnému souboru problémů s chemickou kompatibilitou, které chybí u většiny motorů pro suché prostředí. V závislosti na čerpaném médiu – voda, odpadní voda, zemědělské chemikálie, paliva, potravinářské kapaliny nebo korozivní průmyslové kapaliny – může být vnější prostředí kolem krytu motoru vysoce agresivní.
Výběr slitiny pro mokré prostředí
V aplikacích s čistou sladkou vodou nebo čerpadlem chlazené vody HVAC, standard Tlakově litý hliník A380 nebo extrudovaný hliník 6061 funguje dobře bez další léčby. Nicméně aplikace zahrnující:
- Mořská voda nebo solanka: Vyžaduje slitiny řady 5000 (např. 5052, 5083) s vyšším obsahem hořčíku pro odolnost vůči chloridům nebo eloxované slitiny 6061 s utěsněnou anodizací na tloušťku ≥ 25 µm.
- Zemědělské chemikálie nebo hnojiva: Často zahrnují amonné sloučeniny, které napadají standardní vrstvy oxidu hlinitého; Standardní praxí je epoxidový práškový nátěr nebo chemicky odolný nátěr PTFE na hliníkovém plášti.
- Zpracování potravin a nápojů: Vyžadovat eloxované nebo lakované povrchy vyhovující FDA, bez obnaženého surového hliníku, který by mohl přijít do kontaktu s proudem produktu; Vnější design bez štěrbin zabraňuje usazování bakterií.
Ponorné vs. úzce spojené konstrukce
Skříně motoru čerpadla jsou široce rozděleny do dvou typů instalace. Motory čerpadel v těsném spojení montáž přímo za hlavu čerpadla se sdíleným hřídelem; kryt motoru je vystaven stříkající vodě a výparům, ale není ponořen, takže standardní kryty z hliníkového odlitku s krytím IP55 jsou obecně dostačující. Motory ponorných čerpadel vyžadují, aby pouzdro fungovalo jako tlaková nádoba — hliníkový plášť musí odolat vnějšímu hydrostatickému tlaku (typicky 3 – 10 barů u čerpadel do vrtů) při zachování vodotěsnosti na všech těsnicích rozhraních. Výpočty tloušťky stěny pro ponorná pouzdra se řídí konstrukčními předpisy tlakových nádob (ASME sekce VIII nebo EN 13445), s bezpečnostními faktory 3 – 4× aplikovanými na návrhový tlak.
Povrchové úpravy hliníkových krytů motorů čerpadel
Správná povrchová úprava dramaticky prodlužuje životnost v prostředí čerpadel. Běžné možnosti a jejich typické případy použití:
- Tvrdá anodizace (Typ III): Vytváří 25 – 75 µm vrstvu oxidu hlinitého s tvrdostí podle Vickerse 400 – 600 HV. Ideální pro povrchy vystavené otěru a mírná chemická prostředí. Cenově výhodné pro slitiny 6061 a 6063.
- Epoxidový práškový lak: tloušťka filmu 60 – 100 µm; vynikající odolnost proti solné mlze (1 000 – 3 000 hodin podle ASTM B117); vhodné pro zemědělské a mořské zóny. Vyžaduje důkladnou přípravu povrchu (konverze chromátem nebo předúprava zirkonátem).
- Bezproudové niklování: Jednotný povlak dosažitelný na složitých vnitřních geometriích; poskytuje odolnost proti korozi a opotřebení u motorů čerpadel pro chemické procesy, kde je eloxování nekompatibilní s elektrolytem.
- Chromátový konverzní povlak (Alodine/Iridite): Tenký (1 – 5 µm) vodivý povlak používaný především jako základní nátěr nebo pro EMI kritická pouzdra, kde musí být zachována povrchová vodivost přes celý plášť.
Specifikace hliníkové skříně motoru: Kontrolní seznam klíčových parametrů
Ať už získávání hliníkový kryt elektromotoru , a extrudovaná skříň motoru vysokozdvižného vozíku nebo an hliníková skříň motoru čerpadla , proces specifikace by měl zachytit tyto kritické parametry, aby bylo zajištěno, že dodavatel dodá díl vhodný pro daný účel:
- Velikost rámu motoru a označení IEC/NEMA: Definuje průměr díry, kružnici koncového šroubu, vůli výstupku hřídele a rozměry montážní patky. Vše musí být dodrženo v tolerancích příslušné normy.
- Výkon a pracovní cyklus: Určuje tloušťku stěny pro odvod tepla a strukturální zatížení. 10 kW motor běžící na S1 (nepřetržitý) provoz vyžaduje agresivnější tepelný design než stejný rám na S3 (přerušovaný) provoz.
- Krytí IP / NEMA: Určuje požadavky na těsnění, které přímo ovlivňují geometrii koncového zvonu, rozměry drážky těsnění a výběr spojovacího prvku.
- Operační prostředí: Potvrďte přítomnost chemické expozice, ponoření, mytí, úrovně vibrací (zóna závažnosti ISO 10816) a rozsah okolní teploty.
- Slitina a temper: Požadovanou slitinu uveďte výslovně – neponechávejte to na uvážení dodavatele, pokud má aplikace specifické požadavky na pevnost, obrobitelnost nebo korozi.
- Povrchová úprava a úprava: Specifikujte typ povlaku, minimální tloušťku, standard testu adheze a jakékoli požadavky na barvu. Odkaz na příslušné normy (MIL-A-8625 pro eloxování, ASTM B117 pro testování solnou mlhou).
- Kritické tolerance: Uveďte kruhovitost díry (kruhovitost), průměr sedla ložiska a třídu uložení (typicky H7/k6 nebo H7/m6) a kolmost čela k ose díry – to přímo ovlivňuje životnost ložiska a úroveň vibrací.
- Certifikace a dokumentace: Vyžadovat protokoly o zkouškách materiálu (MTR) podle EN 10204 3.1 nebo 3.2, protokoly o rozměrové kontrole a certifikáty povrchové úpravy pro každou výrobní šarži.
Dobře specifikované hliníkové pouzdro motoru – ať už odlévané pro velkoobjemovou výrobu, extrudované pro pohon vysokozdvižného vozíku nebo speciálně upravené pro prostředí s korozivním čerpadlem – poskytuje desítky let spolehlivé služby při zachování hmotnosti systému, tepelné odolnosti a celkových nákladů na vlastnictví na nejnižších dosažitelných úrovních.

















