
Co je a Extrudovaná skříň motoru vysokozdvižného vozíku ?
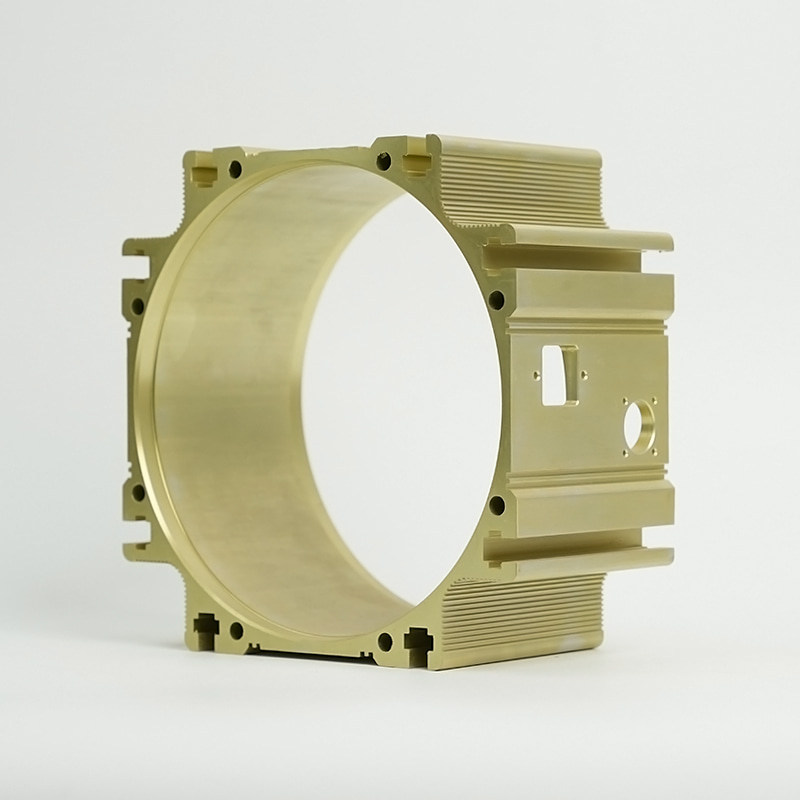
Extrudovaný kryt motoru vysokozdvižného vozíku je konstrukční kryt, který obklopuje a chrání elektrický pohon nebo motor zdvihu vysokozdvižného vozíku, vyrobeného procesem extruze hliníku. Spíše než odlévání do formy nebo vyráběné ze svařovaného plechu je vytlačované pouzdro motoru vytvořeno protlačováním zahřátého předvalku z hliníkové slitiny přes přesnou matrici, čímž se vytváří spojitý profil s konzistentním průřezem. Výsledné bydlení se spojí vysoká rozměrová přesnost, vynikající tepelná vodivost a příznivý poměr pevnosti k hmotnosti — všechny vlastnosti, které přímo prospívají výkonu motoru elektrického vysokozdvižného vozíku a životnosti.
Elektrické vysokozdvižné vozíky – které nyní představují většinu nových nasazení vysokozdvižných vozíků ve skladových, distribučních a výrobních prostředích – kladou náročné požadavky na kryty motorů. Skříň musí odvádět teplo generované během nepřetržitých pracovních cyklů, odolávat mechanickým nárazům a vibracím z drsných podlahových povrchů a nárazům zátěže, poskytovat utěsněné prostředí, které chrání vinutí motoru a ložiska před prachem a vlhkostí, a to vše při zachování celkové hmotnosti hnacího ústrojí dostatečně nízké, aby byl zachován dojezd baterie a jmenovitá nosnost.
Extrudovaná hliníková pouzdra splňují tyto požadavky efektivněji než litinové alternativy ve většině moderních aplikací elektrických vysokozdvižných vozíků, což je důvod, proč se design stal dominantní konstrukční metodou u předních výrobců motorů pro vysokozdvižné vozíky na celém světě.
Proč je extruze preferovanou výrobní metodou
Proces vytlačování nabízí specifické výrobní výhody, díky kterým se dobře hodí pro výrobu skříní motorů vysokozdvižných vozíků v malých i velkých objemech:
- Složitá geometrie průřezu v jediné operaci: Vytlačovací lisy mohou vyrábět profily, které obsahují chladicí žebra, vnitřní kanály, montážní výstupky a polohovací prvky v jednom průchodu. Prvky, které by vyžadovaly vícenásobné obrábění na odlévaném polotovaru, jsou zabudovány do vytlačovaného profilu od začátku, čímž se zkracuje doba výroby na jednotku a náklady.
- Špičková povrchová úprava: Extrudované hliníkové povrchy mají jemnější strukturu zrn a hladší povrch než pískové lité alternativy, což je důležité jak pro těsnící povrchy, kde se používají těsnění nebo O-kroužky, tak pro účinnost externího chlazení, kde je povrchová plocha v kontaktu s prouděním vzduchu mechanismem přenosu tepla.
- Konzistentní mechanické vlastnosti: Směrové vyrovnání zrn vytvořené vytlačováním vede k předvídatelné pevnosti v tahu a meze kluzu podél délky pouzdra. Tato konzistence zjednodušuje výpočty únavové životnosti během návrhu a snižuje variabilitu výkonu v terénu.
- Ekonomika nástrojů: Vytlačovací nástroje jsou podstatně levnější než odlévací nástroje pro ekvivalentní geometrie a dodací lhůty jsou kratší. Pro výrobce OEM vysokozdvižných vozíků, kteří vyvíjejí nové platformy motorů nebo aktualizují návrhy skříně, aby vyhovovaly revidovaným velikostem rámu motoru, to snižuje kapitálové náklady na iteraci návrhu.
- Účinnost materiálu: Vytlačování vytváří méně materiálového odpadu než obrábění z pevného materiálu. Hliníkový šrot z vytlačování je plně recyklovatelný, což odpovídá cílům udržitelnosti, které jsou pro výrobce vysokozdvižných vozíků a jejich flotilové zákazníky stále důležitější.
| Atribut | Pouzdro z extrudovaného hliníku | Litinové pouzdro | Pouzdro z tlakově litého hliníku |
|---|---|---|---|
| Hmotnost | Nízká | Vysoká | Nízká |
| Tepelná vodivost | Výborně | Mírný | Dobře |
| Rozměrová přesnost | Vysoká | Mírný | Vysoká |
| Náklady na nástroje | Nízká–Moderate | Mírný | Vysoká |
| Odolnost proti korozi | Výborně | Špatné (bez povlaku) | Dobře |
| Flexibilita designu | Vysoká (profile geometry) | Vysoká (3D shapes) | Vysoká (3D shapes) |
Výběr materiálu: Volba slitiny pro kryty motorů vysokozdvižných vozíků
Ne všechny hliníkové vytlačované slitiny fungují stejně v aplikacích s kryty motorů vysokozdvižných vozíků. Dvě nejčastěji specifikované rodiny slitin jsou 6061 a 6063, obě ze skupiny hliník-hořčík-křemík řady 6000, která představuje převážnou většinu výroby strukturálních vytlačovaných materiálů po celém světě.
6061-T6 je tažnou konstrukční slitinou. S pevností v tahu přibližně 310 MPa a mezí kluzu kolem 276 MPa při temperování T6 poskytuje mechanickou robustnost potřebnou k tomu, aby odolala opakovaným rázovým zatížením od hrubých podlah skladů, kolizím vysokozdvižného vozíku s nárazníky doku a trvalým vibracím provozu hydraulického čerpadla. Obrábí čistě, dobře přijímá eloxování a jeho únavový výkon při cyklickém zatížení je dobře charakterizován – což je důležité pro pouzdra, která zažívají nepřetržité pracovní cykly start-stop ve vícesměnném provozu.
6063-T5 nebo T6 se volí, když je geometrie chladicího žebra obzvláště složitá nebo když je požadována vynikající povrchová úprava pro tepelný výkon. Jeho nižší obsah křemíku mu dává lepší vytlačitelnost pro tenkostěnné nebo složité profily, i když jeho mechanická pevnost je poněkud nižší než 6061 – typicky kolem 241 MPa v tahu v T6. U skříní motoru, kde je řízení teploty primárním hnacím motorem a mechanické zatížení je mírné, je často vhodnější 6063.
V prostředí chladírenských a mrazírenských skladů – což je významný segment aplikací vysokozdvižných vozíků – je výkonnostní výhoda hliníku oproti litině ještě výraznější. Hliník si zachovává tažnost i při teplotách pod nulou kde se litina stává stále křehčí, čímž se snižuje riziko zlomení pouzdra při nárazu v prostředí běžně provozovaném při –20 °C až –30 °C.
Tepelný management: Jak design krytu ovlivňuje životnost motoru
Motory elektrických vysokozdvižných vozíků v náročných skladových aplikacích – zejména při vychystávání, vysokozdvižných vozíkech a protizávažích provozovaných na dvě nebo tři směny denně – vytvářejí během nepřetržitého provozu značné teplo. Životnost izolace vinutí motoru se zkracuje na polovinu s každým zvýšením provozní teploty o 10 °C nad limitem jmenovité třídy, vztah, díky kterému je tepelný návrh skříně jedním z nejdůslednějších technických rozhodnutí při návrhu motorového systému.
Extrudovaná pouzdra motoru to řeší pomocí tří mechanismů tepelného managementu:
- Vnější chladicí žebra: Podélná žebra extrudovaná integrálně s tělem pouzdra zvětšují vnější povrchovou plochu dostupnou pro přenos tepla konvekcí. Geometrie žeber – výška, rozteč a tloušťka stěny – je optimalizována během procesu návrhu vytlačovací hubice a lze ji vyladit beze změny celkového pláště pouzdra. Plochy povrchu žeber 2–4× ekvivalentu hladkého otvoru jsou dosažitelné u standardních profilů protlačování.
- Vedení tepla k rámu: U uzavřených motorů, kde chybí nucené proudění vzduchu, pouzdro odvádí teplo z lamel statoru směrem ven na vnější povrch. Tepelná vodivost hliníku přibližně 160–200 W/m·K (oproti 50 W/m·K u litiny) poskytuje podstatně rychlejší vodivou cestu a snižuje teplotní rozdíl mezi aktivním bodem vinutí a okolním prostředím.
- Vnitřní chladicí kanály: Některé extrudované profily skříně obsahují duté kanály ve stěně skříně, jimiž může chladicí kapalina cirkulovat v kapalinou chlazených konfiguracích motoru – stále důležitější, protože motory vysokozdvižných vozíků zvyšují hustotu výkonu pro aplikace s vysokým výkonem nad 15 kW nepřetržitě.
Požadavky na ochranu IP a ochranu životního prostředí
Provozní prostředí vysokozdvižných vozíků klade na kryt motoru značné požadavky na ochranu proti vniknutí. Prach ze skladů – zejména při mletí mouky, zpracování dřeva a v zařízeních pro manipulaci s papírem – je dostatečně jemný, aby pronikl špatně utěsněnými kryty a znečistil ložiska a vinutí. Aplikace pro manipulaci s venkovními a dvorními kontejnery zvyšují expozici dešti a mytí. Provoz v chladírenských skladech představuje riziko kondenzace, protože vysokozdvižné vozíky se pohybují mezi teplotními zónami.
Norma IEC 60034-5 definuje třídy ochrany krytu motoru prostřednictvím hodnocení IP, přičemž většina aplikací motorů vysokozdvižných vozíků vyžaduje min. IP54 (ochrana proti prachu, odolná proti stříkající vodě) a mnoho náročných IP65 (zcela prachotěsné, odolné proti nízkému tlaku vody) nebo vyšší. Dosažení těchto jmenovitých hodnot v extrudovaném pouzdru závisí na přesnosti vrtání pouzdra, které přijímá koncové štíty nebo ložisková pouzdra, geometrii těsnicí drážky začleněné do extrudovaného profilu pro umístění O-kroužku nebo břitového těsnění a kvalitě povrchu lícujících ploch po sekundárních obráběcích operacích.
Díky úzkým rozměrovým tolerancím dosažitelným s pouzdry z extrudovaného hliníku – obvykle ±0,1 mm na kritických průměrech otvorů po obrábění načisto – jsou vhodné pro splnění požadavků IP65 bez rozsáhlého ručního nasazování nebo podkládání během montáže motoru. Tato rozměrová konzistence také podporuje automatizované procesy montáže motorů, které zlepšují výrobní kapacitu při velkých objemech.
Úvahy o získávání, výměně a údržbě
Pro manažery vozového parku a techniky údržby má pochopení konstrukce krytu motoru na jejich vozovém parku vysokozdvižných vozíků praktické důsledky pro plánování oprav a získávání náhradních dílů. Tělesa z extrudovaného hliníku jsou obecně opravitelná způsobem, jakým litá tělesa nejsou – menší opotřebení vrtání způsobené třením ložisek lze korigovat objímkou a poškozené části žeber lze obrábět nebo opravovat, aniž by byla ohrožena strukturální integrita v nekritických oblastech.
Při nákupu náhradních extrudovaných krytů motoru je třeba potvrdit tyto klíčové specifikace:
- Kompatibilita velikosti rámu IEC nebo NEMA — skříň musí odpovídat vnějšímu průměru statoru a délce stohu náhradního nebo navíjecího motoru, který bude umístěn.
- Konfigurace montážní patky nebo příruby — motory vysokozdvižných vozíků jsou namontovány v různých orientacích; konfigurace patky, čelní montáže (B3/B5 podle IEC) a vlastní konfigurace držáku musí odpovídat geometrii hnacího ústrojí.
- Rozměry vrtání ložiskového tělesa — Průměr a uložení sedla ložisek na hnacím i nehnacím konci (typicky tolerance H7 nebo J7 pro vnější průměr zalisovaného ložiska) musí odpovídat náhradním ložiskům specifikovaným pro motor.
- Provedení kabelového vstupu a konektoru — poloha a velikost vstupů napájecích a signálních kabelů musí souhlasit s vedením kabelového svazku vysokozdvižného vozíku.
Náhradní kryty OEM jsou k dispozici prostřednictvím programů dílů výrobců vysokozdvižných vozíků pro hlavní značky včetně Toyota, Crown, Raymond, Hyster a Yale. Poprodejní extrudovaná pouzdra obrobená podle OEM specifikací jsou také dostupná u specializovaných dodavatelů motorových komponent, často za 30–50 % nižší cenu než u originálních dílů s ekvivalentní rozměrovou shodou. Je důležité potvrdit kvalitu slitiny a tepelné zpracování (temperace T5 nebo T6) u dodavatele při získávání pouzder na trhu s náhradními díly, protože náhrada materiálu slitinami s nižší pevností je známým rizikem kvality v levnějších dodavatelských řetězcích.

















